一.用途
勁馬提供塑料撕碎機、塑料切線機,切線機適用于玻纖、礦物、增強塑料、橡膠共混物、PVC、PBT、PA、PP、PE、PS、PET、ABS等造粒。
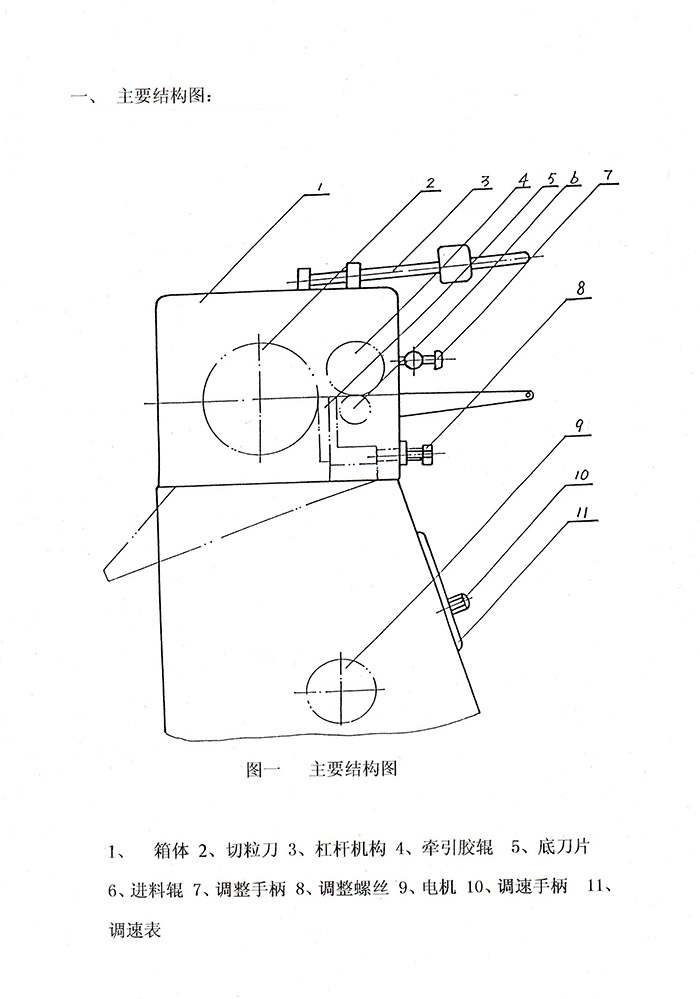
二.主要結構說明
1.采用無級調速水冷拉條切粒,無聲齒輪傳動,具有性能穩定、操作方便等優點,系節能產品。
2.切粒滾刀(2)與底刀片(5)調整間隙在0.06~0.12范圍內(用厚薄規測量)。
3.牽引部分 膠輥(4)壓緊部位,采用杠桿機構(3)或彈簧壓緊機構。杠桿機構特點:處理臨時故障迅速,還可根據所需壓力的大小,隨時調整配重鐵在杠桿上的位置,實現所需要的壓力。(壓力調整不要過大或過小)
4.調整手柄(7)用來控制塑料條進料位置,實現牽引膠輥(4)與進料輥(6)能得到均勻磨損,延長部件的使用壽命。
5.調整螺絲(8)用來調整底刀片(5)與切粒刀(2)的間隙(在0.06~0.12范圍內),共有四個調整螺絲,其中中間兩個往外拉,兩邊兩個往里推。
6.調速手柄(10) 調節調速手柄可實現與擠出機匹配的適當的速度。
7.該機在使用安裝時,可不打基礎,找好地平面四腳平穩落地即可。地面不得有明顯傾斜。
三.生產使用
開機前,先檢查機器的軸承、齒輪潤滑、切刀刃的間隙、三角皮帶的松緊程度必須處于良好狀態,再試車檢查,認可后按下述程序操作:
1.按下啟動開關(綠色),啟動電機.
2.撥上調速表開關(ON),切粒機調速表帶電.
3.緩慢順時針旋轉調速旋鈕,觀察旋轉切刀的轉向和間隙正常后,調整切刀轉速達300rpm左右。
4.將小于4mm的塑料條,平行送入切粒機口開始切粒。
5.觀察塑料條的粗細程度,連續調節切粒機轉速,直至料條直徑為3mm為止。
6.調節擠出機產量時,必須同時調節切粒機轉速,使料條直徑保持3mm左右的正常粒形。
7.生產結束之前,擠出機降速減量,切粒機應同步減速。
8.停車前,必須將調速旋鈕轉到0位,再關掉調速表開關至(OFF),停掉電機,最后再按下停止開關(紅色),切斷電源。
9.注意事項:
(1)同時切粒的料條粗細差別不能大于1mm,不然細條牽引力不足而打滑,切成過短粒子,成為等外品,甚至細條無牽引力而不走,因而造成“亂條”現象,影響正常生產。
(2)注意上膠輥膠面溫度不得超過80℃,如果溫度過高,必須采取措施降低塑料條的溫度。

